
Ask AI
— answers from the official manualAnswers from the official manual.
Common questions
Common Questions
19 totalWhat is the duty cycle of the Handler 140?
The Handler 140 has a rated output of 90 A at 18.5 VDC with a 20% duty cycle. This means the welder can operate for 2 minutes out of every 10-minute period at its rated output before requiring a cool-down period.
What voltage does the Handler 140 require to operate?
The Handler 140 operates on common 115-volt power and requires a 20-amp input at rated output. No additional power is needed — simply plug it in and weld.
What is the welding amperage range of the Handler 140?
The Handler 140 has a welding amperage range of 25 to 140 amps. It can weld material as thin as 24 gauge and up to 1/4 inch thick in a single pass, with thicker materials achievable using multiple passes.
What does the Overtemperature Light on the control panel mean?
The Overtemperature Light is the fourth indicator on the control panel and signals that the machine has overheated. You should stop welding and allow the unit to cool down before resuming operation.
How do I set up the Handler 140 for flux-cored wire versus solid wire?
For solid wire, set the polarity to DCEP (Electrode Positive), and for flux-cored wire, set the polarity to DCEN (Electrode Negative). The polarity changeover is conveniently accessible inside the machine.
What wire sizes is the Handler 140 compatible with?
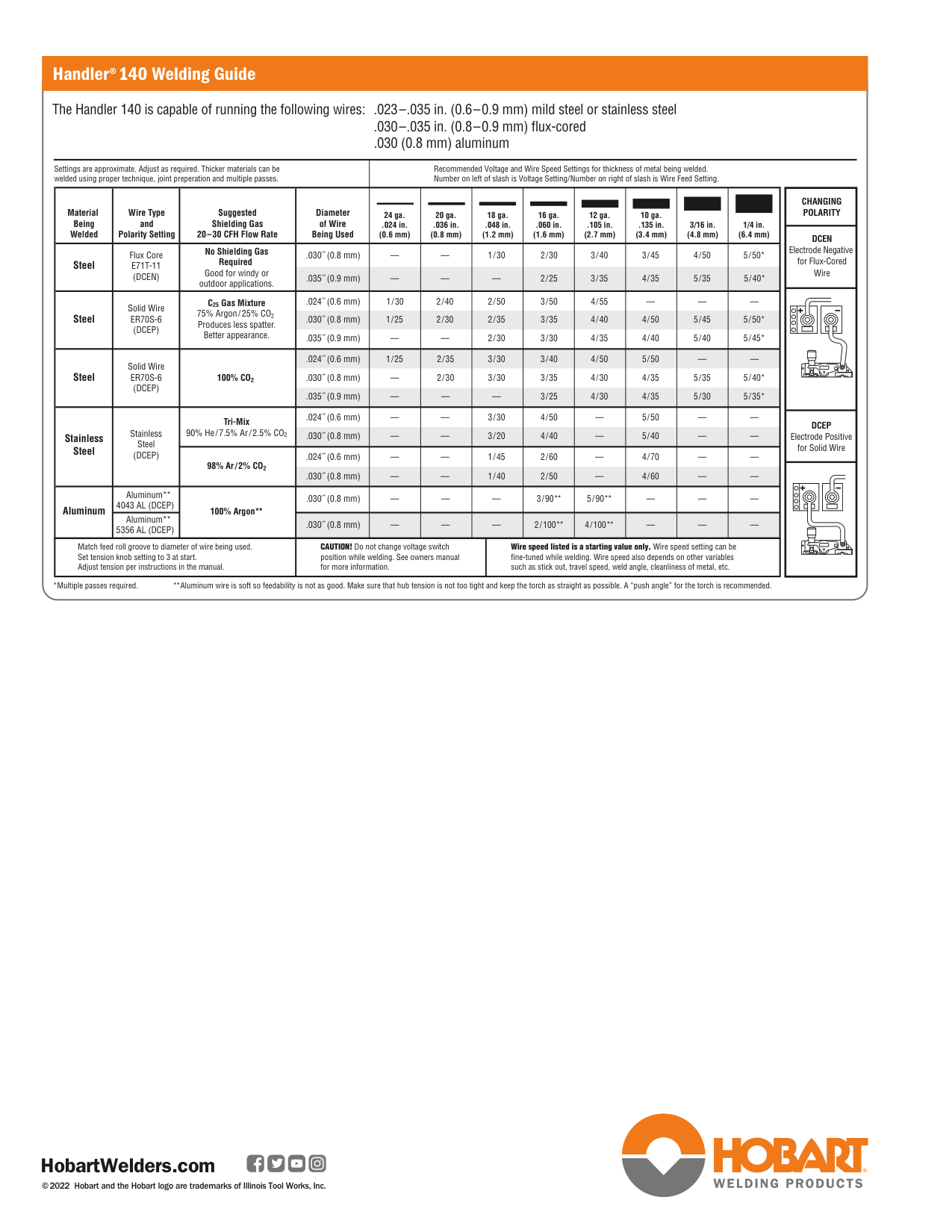
The Handler 140 can run .023–.035 in. (0.6–0.9 mm) mild steel or stainless steel wire, .030–.035 in. (0.8–0.9 mm) flux-cored wire, and .030 in. (0.8 mm) aluminum wire. The included Quick Select drive roll accommodates .024 in. (0.6 mm) or .030/.035 in. (0.8/0.9 mm) solid wire, and .030/.035 in. (0.8/0.9 mm) flux-cored wire.
Show 13 more questions
What shielding gas should I use when welding steel with solid wire?
Can I change the voltage setting while I am actively welding?
What is the wire feed speed range on the Handler 140?
What is the warranty coverage on the Handler 140?
What are the recommended voltage and wire speed settings for welding different thicknesses of metal?
How do I change the polarity on my Handler 140?
What are some applications where I can use my Handler 140?
How do I maintain the Handler 140 to keep it in good working condition?
What kind of safety warnings does the manual provide?
Can I use spools larger than 8 inches with my Handler 140?
What warranty does the Handler 140 come with?
Can the Handler 140 handle different wire diameters?
What is the output range of the Handler 140?
Full Manual
4 pages

Reliable. Durable. Superior arc with 140 A of power. The Handler 140 operates on common 115-volt power. Simply plug it in and weld —no additional power needed. Weld as thin as 24 gauge and up to 1/4 inch in a single pass, with a broad output range of 25–140 amps. Easily weld thicker materials with multiple passes. Quick and easy setup with Quick Select™ drive rolls which offer three grooves—two for different sizes of solid wire and a third for flux-cored wire. Easy to set and adjust for different materials and thicknesses — features five output voltage settings. Applications Maintenance/repair Auto body DIY Farm/ranch Metal art Construction Five voltage ranges allow you to fine-tune the arc.
Offers you flexibility to use small or large spools of wire to better suit your welding needs.
Access makes it quick and easy to change polarity for solid or tubular wire. Makes setup quicker by offering three grooves — two for different sizes of solid wire and a third for flux-cored wire. Five-year warranty on transformers, stabilizers and main rectifiers; three years on generators, PC boards and drive systems; and one year on guns (MIG, plasma and TIG torches). Five-position voltage control and infinite wire feed speed Spool hub assembly accommodates 4- or 8-inch spools Convenient polarity changeover Quick Select drive roll Hobart 5/3/1 industrial warranty Features Benefits Includes 10 ft. (3 m) HR-100 MIG gun with ergonomic, rubber-padded handle 10 ft. (3 m) work cable with clamp Power cord with plug Built-in gas solenoid valve and dual-gauge regulator with gas hose .030 in. (0.8 mm) contact tips
Quick Select™ drive roll for .024 in. (0.6 mm) or .030/.035 in. (0.8/0.9 mm) solid wire, and .030/.035 in. (0.8/0.9 mm) flux-cored wire Sample spool of .030 in. (0.8 mm) self-shielding flux-cored wire Material thickness gauge Handler® 140 115-Volt Wire Feed Welder 217919 September 2022 500559
115 V
Quick Specs Welding Amp Range25–140 A
Rated Output 90 A at 18.5 VDC, 20% duty cycle Mild Steel Thickness Range 24 ga.–1/4 in. Hobart Welding Products An ITW Welding Company Sales: 800-626-9420 Service: 800-332-3281 HobartWelders.com Certified by Canadian Standards Association to both the Canadian and U.S. Standards.Rated Output 90 A at 18.5 VDC, 20% duty cycle Max. Open Circuit Voltage
28 Vdc
Welding Amp Range25–140 A
Dimensions H: 12.375 in. (315 mm) W: 10.625 in. (270 mm) D: 19.5 in. (495 mm) Amps Input at Rated Output, 60 Hz
115 V Kva Kw
20 2.9 2.5 Wire Feed Speed Range 40–700 ipm 50–740 ipm at no loadNet Weight 57 lb. (26 kg) Specifications (Subject to change without notice.)
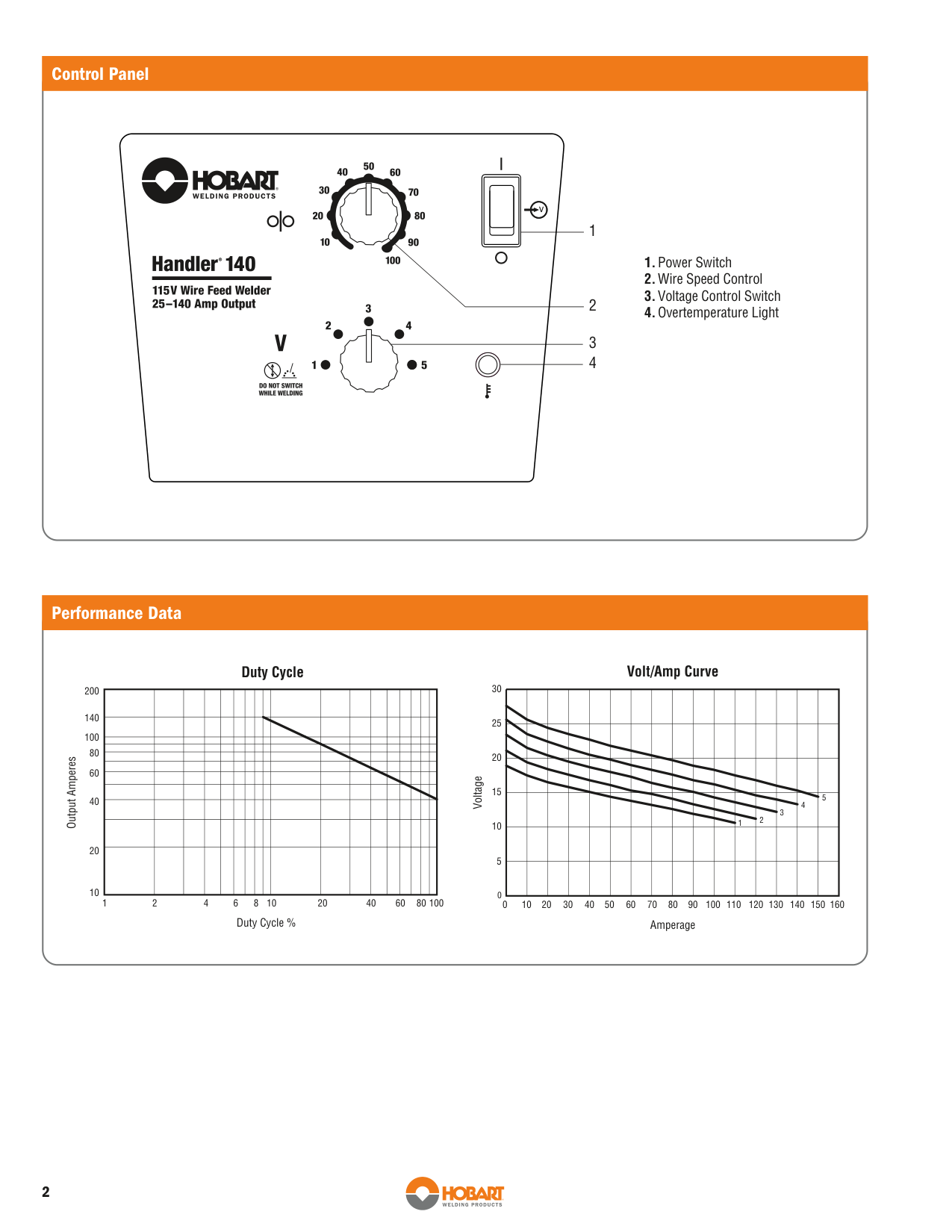
Duty Cycle 1 4 10 20 40 60 100 2 6 80 8 10 20 40 60 80 100 200 140 Duty Cycle % Output Amperes Volt/Amp Curve 0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 0 5 10 15 20 25 30 Amperage Voltage 1 2 3 4 5 Performance Data 1 2 3 4 Control Panel 1.Power Switch 2.Wire Speed Control 3.Voltage Control Switch 4.Overtemperature Light 2

HR-100 Replacement MIG Gun 285033 Comes in 10 ft. (3 m) length with liner for .030–.035 in. (0.8–0.9 mm) diameter wire. Small Cart/Cylinder Rack 194776 Designed for portable MIG welders. Accommodates large and small gas cylinders. Protective Cover 195186 Weather-resistant nylon resists stains and mildew while protecting the finish of your welder. Item Hobart Package Part # Miller Package Part # Contact Tips .023/.025 in. (0.6 mm) 770174 (5 per package) 087299 (10 per package) .030 in. (0.8 mm) 770177 (5 per package) 000067 (10 per package) .035 in. (0.9 mm) 770180 (5 per package) 000068 (10 per package)
MIG Nozzle (Standard) 770404 169715 Gasless Flux-cored Nozzle 770487 226190 Tip Adapter 770402 169716
Liners .023/.025 in. (0.6 mm) 196139 194010 .030/.035 in. (0.8/0.9 mm) 196139 194011 .035/.045 in. (0.9/1.2 mm) 196140 194012
Power Source Drive Rolls Quick Select™ drive roll for .024 in. (0.6 mm) 261157 261157 or .030/.035 in. (0.8/0.9 mm) solid wire, and .030/.035 in. (0.8/0.9 mm) flux-cored wire Dual-groove, V-knurled drive roll 202926 202926 for .030–.035 in. (0.8–0.9 mm) and .045 (1.2 mm) flux-cored wire Accessories Consumables 3
HobartWelders.com © 2022 Hobart and the Hobart logo are trademarks of Illinois Tool Works, Inc. Flux Core